UNEC Journal of Engineering and Applied Sciences Volume 1, No 1, pages 32-40 (2021) Cite this article, ![]() 4568
4568
The relevance of the further development of issues related to forming the cross-wound packages for spinning machines is predetermined by the increased requirements to the quality of packages. This is especially true for packages formed at machines that implement the new spinning techniques – rotor and pneumatic-mechanical, as well as the spinning-torsional and torsional ringless machines.
In this case, the winding’s structure parameters are the following quantities:
– thread’s turn lifting angle β, central angle j between the points of reversal of turns;a distance between thread turns ∆ in the direction perpendicularto the turn;a distance between the turns of thread ∆θ in radialdirection.
Thus, the filament winding is the winding at which the distance between the turns of a thread is smaller than its diameter, dt that is:
Δ ≤ dt (1)
The tape winding is the winding at which the distance between the turns of a thread is less than three diameters of the thread:
Δ ≤ 3dt (2)
For commonality of reasoning, we assume that the defective winding structures are formed when:
Δ = kdt (3)
wherek is the number from 0 to 3, denoting the strictness of requirements to the winding structure. At 0 <k < 1, the winding is the filament one, and at 1<k <3, this is the tape winding. Cylindrical cross-wound packages, produced at spinning machines the type of PPM-120, are used in weaving or knitting industries. Depending on the purpose of yarn, packages are delivered as a weft or a base to textile production after preliminary rewinding or directly from the above-specified machines.The quality of package winding significantly affects thread breakage during the specified operations in textile production.
To determine the reasons for breakages that are categorized in technological practice as breakages due to a violation of the shape of a bobbin and the flyoffs of turns, we additionally monitored the breakage at warping machines. In this case, we controlled a diameter of the winding that experienced a breakage. Control was executed after 8 rollers worked 330 threads each.
To verify this provision, we monitored the breakage at winding machines during winding the bobbins obtained at the spinning-torsional machine PK-100M3. Based on these data, the breakage of thread due to defects in the winding is 58% on average. In this case, the main defect of winding at machine PK-100M3 is the flyoffs of turns that typically accompany braid winding.
The winding structure parameters depend on design of the winding mechanism and affect many technological properties of the package and its capability to processing.
In the case of stationary motion of the system «winding shaft – bobbin» the kinematic ratios between the number of runs of the thread guide and the number of rotations of the bobbin, at which distance Δ=0 are stated in papers [1, 2]. Study [3] reports results of the simulation of the yarn unwinding process from the package and the influence of defects on its quality.
Paper [4], in order to assess the structure of the winding, applies distance Δθ in the circumferential direction between successive turns. It is determined by calculation under conditions of the nonstationary motion of the system «winding shaft – bobbin» only when the gear ratio between the bobbin and the winding shaft is i 1. This method certainly cannot be employed to estimate the structure of the winding of the entire package. In many cases, these parameters are determined by the kinematical ratios in the winding mechanism, which is why their analysis employs calculation methods.
1. This method certainly cannot be employed to estimate the structure of the winding of the entire package. In many cases, these parameters are determined by the kinematical ratios in the winding mechanism, which is why their analysis employs calculation methods.
A drawback of the described procedure that should be noted is the lack of orientation towards the use of computational equipment, which makes it impossible to check the formation of a braid winding for all diameters.
Paper [5] gives dependence graphs of these magnitudes on order of the braid, that is, on the diameter of the winding, for different thread guide’s motion disturbance laws that apply to disperse winding defects. Using the described procedure, the authors analyzed efficiency of different techniques for dispersing defects in the structure. An analysis of one of the dispersion techniques is given in [6].
To assess the negative effect of the braid winding, it is necessary to obtain a method to analyze the structure of winding in order to determine any possible diameters for braid formation, to define the intensity of this formation, or the thickness they would acquire. In addition, it is desirable that such a method should make it possible to compare the structures of winding, obtained using different winding mechanisms or the same winding mechanism under different modes of its operation.
The aim of this study is to develop quality control methods to estimate the structure of cross-wound packages, which would ensure qualitative winding at spinning machines.
To accomplish the aim, the following tasks have been set:
– to clarify the reasons for the formation of defects in the winding structure in the form of the braid and tape winding;
– to investigate experimentally impact of the winding structure defects on suitability of packages for processing during subsequent operations;– to state the generalized criterion for the estimation determination of the winding type.
To solve the set problem, we shall solve inequality |(mL-πDn)sinβ| ≤ kdt relative to the parameter D:
If one requires, when solving (4), an exact match between positions of the successive and preceding turns, that is, k=0, we obtain values for braid diameters:
Subtracting from the right side of expression (4) its left side, we obtain a range of diameters over which the inequalities are satisfied:
Structure defects arise when the ratio of the layout wavelength L to length of the bobbin’s circumference πD is an irreducible fraction.
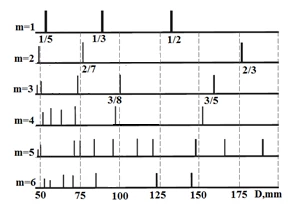
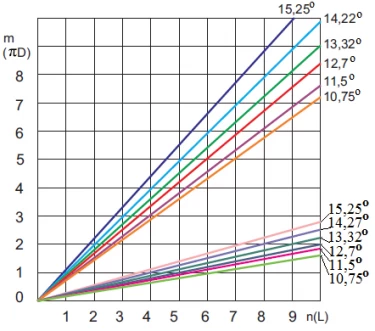
At a constant turn lifting angle β this ratio depends only on diameter of the winding D. In the L-πD coordinate system, each ratio L/πD will be matched by a beam passing through the coordinate origin (Figure 1).
Figure 1. The L-πD diagram.
By analyzing the diagram one can also estimate the strength of the defect. To this end, consider expression (4), from which it follows that the intensity decreases in proportion to the number n. Hence, Fig. 1 shows that the strongest braid m/n=1 under specified conditions forms at the diameter, close to the maximum diameter of the package. Defects that are generated at large values for n are of a smaller thickness. The observations found that the defects generated when n>6 do not affect the quality of the winding, and at n>10 they cannot be detected visually.
Because the L-πD diagram can be built in the dimensionless magnitudes m-n, it can be used to compare the structure of the winding of packages generated at different machines or at the same machine at different settings of the bobbin winder.
Paper [7] shows the relationship between the turns flying off to the end of the package and the winding structure defects. Study [8] pointed to the experimentally established fact of the emergence of flyoffs at the ends, which could be partially eliminated by selecting the angle of turns crossing. This is consistent with the result obtained, however study [8] fails to provide a theoretical explanation of this phenomenon. We estimate a range of diameters ΔD, ever which a defective winding forms, for example, at machine PK-100M3. In this case, we assume n=1 and k=3. The required estimated diameter of the thread can be obtained by employing known formula:
Mechanisms of dispersion introduce disturbances to the motion of a thread guide or a bobbin, which disrupt the described process of forming the braid structures and improve the quality of winding in general. However, it is not possible to analyze the structure of winding in the presence of a dispersion mechanism of braid winding by applying the described method. That requires a method that takes into consideration the arrangement of reversal points of turns at the end of the package, as well as the actual change in winding thickness over time.
As shown above, in order to describe the structure of winding in general, in the presence of dispersion mechanisms, it is convenient to adopt, as a criterion, the distance between turns. In this case, to assess the thickness of the winding defect, one must have an actual dependence characterizing a growth in the diameter of winding due to the number of double runs by a thread guide. Applying time as an argument [9, 10] is not advisable in this case. It is much more convenient to use for this purpose the number of double runs by a thread guide [11, 12]. Let a bobbin be rotated at some elementary angle dt, then the thread of the following weight will be wound around it:
whereT is the linear density of the thread wound, tex.; D is the current diameter of a winding body, m; β is the lifting angle of a turn averaged over a cycle of operation of the dispersing mechanism. In this case, we assume that the thread weight is in the cylindrical layer of thickness dD/2 at the surface of the package, then:
where γ is the winding density, g/m3; H is the width of a package, m. Equating the right sides of (17) and (18), we obtain an equation to determine the new value for the diameter of the package:
The dependence γ = γ(D) is determined by a large number of factors, both structural and technological. The physical processes by which these factors affect the winding density have not been fully revealed up to now. Therefore, we assume that the dependence γ=γ(D) was obtained empirically and represents the polynomial:
where A, B, and C are the empirical coefficients.
This kind of dependences were defined by many authors [13] for practically all types of winding mechanisms currently used in the industry. Not a single analytical dependence between the density of winding and thepackage structure, which could specify the law of change inthe density of winding due to an increase in its diameter, hasbeen found so far. Following the substitution (11) in (10) and integration,we obtain equation:
When estimating the structure of the generated layer, we assumed that the lifting angle of a turn over a single double run by the thread guide remains constant, and its change is due to a jump to the beginning of the new double run.
It is more convenient to adopt as the points that define the position of a turn the reversal points of the turn at one of the package ends. The criterion for estimating the structure of winding in this case is the distance between the points of turn reversal, measured along the arc of circumference of the bobbin Δθ. Inequality │(mL-πDn)sinβ│≤ kdt in this case takes the form:
To calculate, we take a cylindrical coordinate system (r, y,) associated with bobbin. Arc length L at the outer surface of the package with diameter D, upon which a thread is laid over a single double run by a thread guide, is determined from:
where β is the current value of the layout angle, defined by the kinematic parameters of the braid winding dispersion mechanism. This arc is matched by a central angle:
Thus, following a single double run by the thread guide, the reversal point of the turn will accept coordinate φi+1 = φi +∆ φ. Subtract the part, multiple to 2π, from it:
where φ(i+1H) is the normalized angular coordinate of the reversal point.
Linear distance between two adjacent reversal points of the turn along the arc on the outer surface of the bobbin is:
Because the formation of a defective winding may result in that not only each subsequent turn overlays the preceding one, but the following turns overlay each other in one, two or more turns, Δθ should be determined repeatedly at each double run of the thread guide from expression:
where Δθm is the distance along the outer surface of the package between the newly laid turn and the turn, laid earlier by m double runs.
When analyzing the structure of winding using the method described, we adopt 1≤ m ≤ 6, because structures of higher multiplicity are of an insignificant thickness, and thus do not affect the technological parameters of packages.
Expressions (12), (18) are, in essence, the algorithm for calculating the distance between the reversal points of turns, while expression (13) is a criterion for estimating the structure of winding. They underlie the method for an analysis ofthe winding structure in a kinematic aspect.
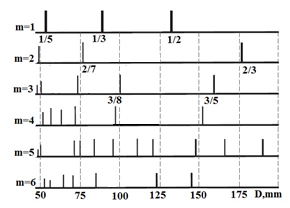
The method implies the calculation of distances Δθ m for each double run by the thread guide when forming a winding. In this case, we preliminary determine the turn lifting angle β, the layout width H, and other quantities that can vary by the dispersing mechanism in the process of forming a package. Given a certain number of double runs by the thread guide, we calculate the number of instances for meeting condition (13) and we plot it as a coordinate in the diagram describing the structure of the winding (Figure 2). Abscissa is the diameter of winding, determined from equation (12).
Condition (13) is checked not only for the two consecutively laid turns, but also for the following ones, laid in 1, 2...6 turns.
Comparative analysis of the calculation results shows that they agree well. Despite its complexity, the method is more informative. Indeed, the height of bars in the diagrams shows thenumber of threads, stacked sequentially, one next to another, while the width of these bars corresponds to the range of diameters over which such a defect forms.
Figure 2. Diagram of the winding structure, generatedat machine PK-100M3 at β = 10.75°.
The proposed method enables to quantify the effectiveness of operation of the mechanisms of dispersion. Such an evaluation can be based on the height of bars in the winding structure diagram. However, operation of the dispersing mechanism may have a different impact on the braid structures generated on different diameters of winding. Therefore, in order to clarify the technological modes in the formation of a package, it is necessary to apply the methods of multicriteria optimization.
To set the winding mechanisms, both under industrial conditions and when testing new equipment, the most acceptable are instrumental methods, based on an analysis of the package itself. The first step towards constructing such methods is to determine the actual curve of the turn arrangement on a winding body.
We describe the procedure to register position of the thread at the reversal site, which implies rolling the package over an adhesive tape; in this case, a thread is glued, from a bobbin to the tape, in line with the position at which it was laid in the winding. A distance from the point where a thread leaves the package to the tape, which fixes it, is zero. It should be noted that such a procedure is suitable only to analyze the violations of the turn arrangement at the reversal site and cannot be applied to analyze the dispersing mechanism due to considerable time cost and tape consumption. To quantify defects in the winding structures, we introduce the notion of «the intensity of braid winding», that is, the number of threads per unit width of the defective structure.
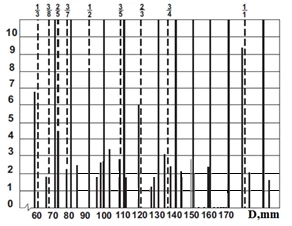
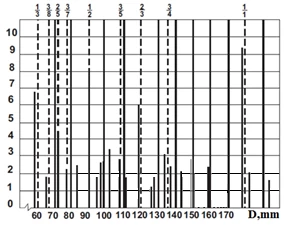
Figure 3 shows dependence chart of intensity of braid winding q on a winding diameter for machine PSK-225 SHG. The dashed lines demonstrate diameters for the respective ratios m/n, according to the model for forming the braid winding. Figure 3 shows that the model quite accurately predicts the strongest formations observed at diameters of 60, 90, and 180 mm. Some differences can be attributed to the presence of slippage in the pair «bobbin – winding shaft» and to the subjectivity of the described experimental method.
Figure 3. Dependence of intensity of braid winding qon a winding diameter for machine PSK-225 SHG.
The formations that form when m=3 possess a less intensity than that at m=2 and mergewith the rest formed at larger multiplicities. The magnitude of the intensity of braid winding for them is q<3 threads/mm, that is, a 1-mm width of the defective structure hosts less than 3 threads. That indicates that such a formation is unlikely to have a significant impact on breakageat winding, on the process of laying a thread, or other processes, which are negatively affected by braid winding.
Indeed, when unwinding the packages, the pattern of a winding structure at the package surface changes constantly, and a researcher is required to demonstrate a certain reaction in order to timely terminate the unwinding process. In this case, the researcher may miss some formations considering them not significant. In this connection, there is a task to develop such a procedure that would make it possible to monitor the surface of winding at its continuous unwinding and to record indicators correlated with the number of threads in the braid. At the same time, the current package diameter must be measured and recorded.
It was established that the cause of defect formation in the structure of winding in the form of braid winding and tape winding is the multiplicity of thread guide motion periods and the bobbin rotation frequency, which made it possible to reasonably address the development of a method for estimating defects in winding. We have formulated a generalized criterion, the number of turns, stacked sequentially at a distance not exceeding the specified one, for the estimation determination of defects in the winding structure that would make it possible to estimate their impact on quality of the package.We have experimentally confirmed the negative effect of structure defects in the winding on suitability of packages for processing at subsequent operations. Thus, the breakage caused by defects in the winding is up to 22% of the total breakage, on average. We have constructed an estimation method to analyze the structure of winding that is generated without dispersing the braid structures, enabling the representation of results based on the normalized dimensionless indicators, comparing the structure of winding formed at different machines under different conditions of winding. In addition, it makes it possible to choose the rational structures of winding mechanisms.
1 F. Jianhui, Y. Jaedeuk, K. Jeong–Suk, J. Yoongho, Journal of Composite Materials 50(16) (2015) 2165-2175.
2 Patent No. cn 201410607590. “Control System for Textile Winding Machine Convenient for Loading of Bobbin.” ipc: B65H54/547, B65H63/00, B65H67/04. Li L. – No. cn104386539 A, (2015).
3 S. Praček, N. Pušnik, B. Simončič, F. Tavčer Petra, Fibres and Textiles in Eastern Europe 23(2) (110) (2015) 25-32.
4 N.S. Ashhepkova, Eastern-European Journal of Enterprise Technologies 7(77) (2015) 54-63.
5 Patent No. cn 201410607590. “Control System for Textile Winding Machine Convenient for Loading of Bobbin.” IPC: B65H54/547, B65H63/00, B65H67/04. Li L. – No. CN104386539 A, (2015).
6 M. Nuriyev, I. Seydaliyev, I. Recebov, K. Dadashova, T. Musayeva, Eastern-European Journal of Enterprise Technologies 2(1) (86) (2017) 58-62.
7 P.N. Rudovsky, News of Higher Educational Institutions, Technology of Textile Industry 6 (1995) 108-111.
8 F. Maag, Textil industrie 6 (1985) 416-420.
9 M.N. Nuriyev, T.T. Musayeva, Bulletin of ntu “KhPI” Series: Mechanicaltechnological systems and complexes 49 (1221) (2016) 52-55.
10 M.N. Nuriyev, F.A. Veliyev, H.I. Həmidov, R.A. Sailov, I.M. Seydaliyev, G.Z. Jabbarova, Ingeniería Solidaria, 14(24) (2018) 17-25.
11 M.N. Nuriyev, Progressive Technologies and Systems of Mechanical Engineering 4(55) (2016) 44-48.
12 M.N. Nuriyev, K.S. Dadashova, I.S. Radzhabov, ScienceRise 2(21) (2016) 6-10.
13 R.A. Jhatial, M. H. Peerzada, U. Syed, Journal of Engineering and Technology 34(1) (2016) 125–32.
M.N. Nuriyev, Promising methods for evaluating the winding structure of textile bobbins. UNEC J. Eng. Appl. Sci. 1(1) (2021) 32-40
Anyone you share the following link with will be able to read this content:
This article is licensed under the Creative Commons Attribution ( CC BY 4.0 ) License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.


F. Jianhui, Y. Jaedeuk, K. Jeong–Suk, J. Yoongho, Journal of Composite Materials 50(16) (2015) 2165-2175.
Patent No. cn 201410607590. “Control System for Textile Winding Machine Convenient for Loading of Bobbin.” ipc: B65H54/547, B65H63/00, B65H67/04. Li L. – No. cn104386539 A, (2015).
S. Praček, N. Pušnik, B. Simončič, F. Tavčer Petra, Fibres and Textiles in Eastern Europe 23(2) (110) (2015) 25-32.
N.S. Ashhepkova, Eastern-European Journal of Enterprise Technologies 7(77) (2015) 54-63.
Patent No. cn 201410607590. “Control System for Textile Winding Machine Convenient for Loading of Bobbin.” IPC: B65H54/547, B65H63/00, B65H67/04. Li L. – No. CN104386539 A, (2015).
M. Nuriyev, I. Seydaliyev, I. Recebov, K. Dadashova, T. Musayeva, Eastern-European Journal of Enterprise Technologies 2(1) (86) (2017) 58-62.
P.N. Rudovsky, News of Higher Educational Institutions, Technology of Textile Industry 6 (1995) 108-111.
F. Maag, Textil industrie 6 (1985) 416-420.
M.N. Nuriyev, T.T. Musayeva, Bulletin of ntu “KhPI” Series: Mechanicaltechnological systems and complexes 49 (1221) (2016) 52-55.
M.N. Nuriyev, F.A. Veliyev, H.I. Həmidov, R.A. Sailov, I.M. Seydaliyev, G.Z. Jabbarova, Ingeniería Solidaria, 14(24) (2018) 17-25.
M.N. Nuriyev, Progressive Technologies and Systems of Mechanical Engineering 4(55) (2016) 44-48.
M.N. Nuriyev, K.S. Dadashova, I.S. Radzhabov, ScienceRise 2(21) (2016) 6-10.
R.A. Jhatial, M. H. Peerzada, U. Syed, Journal of Engineering and Technology 34(1) (2016) 125–32.